

Fabrication des bouteilles au XVIIIe siècle
Suite :
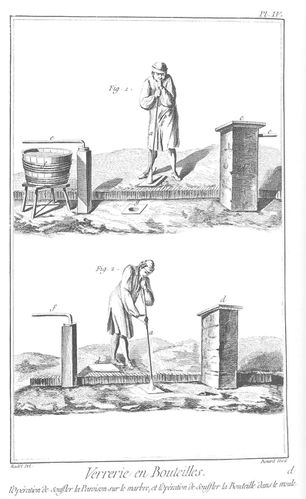
Lorsque le verre est en état d'être employé pour faire des bouteilles, un ouvrier plonge dans le creuset une felle (c'est une espèce de canon de fusil, ou un tube de fer d'environ cinq pieds de long) ; il en tire une petite masse de verre ; il lui fait prendre l'air pour la refroidir un peu : & lorsqu'elle l’est suffisamment, il la replonge dans le creuset, il s'attache une nouvelle quantité de verre au bout de la felle ; & s'il juge qu'il n'y en a pas assez pour faire une bouteille, il réitère encore une fois à plonger la felle dans le creuset : alors il la tourne sur une plaque de fer élevée à hauteur d'appui, inclinée devant l’ouvrier comme un pupitre, afin d'égaliser la matière autour de la selle. Au bas de cette plaque de fer se trouve placé un baquet plein d'eau froide destinée à rafraichir la felle : à mesure qu'elle s'échauffe trop, le verrier en jette dessus, en la puisant avec la main. Lorsque le verre est bien arrangé, & que la felle est en état d'être maniée, un autre ouvrier la prend pour achever la bouteille ; il donne à la felle un léger mouvement de rotation en forme de coup d'encensoir, afin d'allonger un peu la masse de verre, il la plonge aussitôt dans un moule de fer où il la tourne en soufflant en même tems dans la felle. La bouteille prend la figure de ce moule, & le cul se trouve formé comme un œuf. Il retourne alors la felle sans dessus dessous, il pose à terre le bout par où il a soufflé, & avec un instrument de fer il appuie légèrement sur le cul de la bouteille pour le faire rentrer dans l'intérieur. Il fait en même tems tourner la selle entre ses mains, afin que le fond du cul de la bouteille se faste uniformément. Il pose ensuite la bouteille horisontalement sur une tablette de pierre, un peu au-dessus de niveau de laquelle on a attaché dans la muraille un outil tranchant. Il place le col de la bouteille sur le côté coupant de cet outil; il fait tourner un peu la bouteille, & elle est coupée par ce mouvement. Il présente ensuite le bout de la selle un instant à l'ouvrau, pour ramollir le verre qui y est resté attaché : il soude cet outil au cul de la bouteille, & il la présente dans cette situation à l'ouvrau, pour ramollir l'extrémité du col. De l'autre main il plonge dans le creuset une verge de fer pour prendre un peu de verre en fusion ; il pose le bout de cette verge fur le col de la bouteille, & il fait le collet ou l'anneau en tournant la bouteille circulairement; il la laisse un instant afin de bien souder cet anneau au col de la bouteille. Alors il se retire de l'ouvrau, il pose la bouteille sans la détacher, sur la tablette de pierre dons nous venons de parler, il fourre dans l'ouverture de la bouteille le côté d'un instrument fait comme une paire de pincette à la figure d'un poinçon, l'autre a quelques lignes de largeur & est concave par le côté qui doit serrer le col de la bouteille. Il fait faire un ou deux tours circulaires à la bouteille, en tenant son outil très fixe dans les mains. Le côté en forme de poinçon arrondit l'intérieur du col, tandis que l'autre côté de la pince, qui pose sur l'extérieur du col de cette bouteille arrondit l'anneau & rabat les inégalités ou les filets de verre qui peuvent s'y trouver. La bouteille étant finie, cet ouvrier la remet entre les mains d'un autre qui la porte, toujours attachée par le cul à la felle, pour la déposer dans un four à recuire. Il la place comme elle doit être, & ensuite il la détache en donnant un petit coup de main furie bout de la selle. On continue ainsi de suite jusqu'à ce que les creusets soient entièrement vuides.
Le four dans lequel on fait recuire les bouteilles, est d'une grandeur convenable pour contenir toutes les bouteilles qu'on fait à chaque fournée. On le chauffe d'abord assez pour entretenir rouges pendant quatre ou cinq heures les bouteilles qu'on y dépose ; après quoi on diminue le feu peu à peu, de manière qu'elles font trente-six à quarante heures à refroidir entièrement. Ce four est quarré & n'a point de grille ; c'est une aire de briques qui en tient lieu. Les matières combustibles se placent dans un foyer qu'on pratique sous l'aire où l'on dépose les bouteilles ; la flamme passe par plusieurs ouvertures qu'on a pratiquées pour qu'elle puisse parcourir toutes les bouteilles.

La recuite des pièces de verre, après qu'elles sont finies, est de la dernière importance. Sans cette opération, il seroit absolument impossible de faire usage d'aucuns vases de verre, ils se casseroient tous au moindre ébranlement, & même sans y toucher ; toutes les pièces se détruiroient dans les magasins. L'effet de la recuite du verre, est de le faire réfroidir par degrés, le plus lentement qu'il est possible, & c'est de cette opération bien conduite, que dépend toute la solidité des pièces. La recuite doit produire dans le verre une retraite uniforme de toutes ses parties, & on ne peut y réussir que par un refroidissement lent. Lorsque le verre refroidit promptement, les deux surfaces intérieures & extérieures des pièces, prennent d'abord toute leur solidité & de la retraite par conséquent ; mais le milieu de son épaisseur est encore rouge & mou, il se trouve dans un état de compression, il forme un ressort qui reste dans cet état de tension, & qui est toujours prêt à rompre l'obstacle qui le gêne. C'est ce qui arrive en effet à tous les vases de verre un peu épais, & qui ont été mal recuits ; les seules, variations de la chaleur & du froid de l'air sont suffisantes pour exciter par la dilatation &la retraite un mouvement entre les parties du verre, & le faire casser. Si l'on examine même les fragmens d'un vase de verre, qui s'est cassé de lui-même, on remarque que les bords de la cassure sont arrondis, & que les pièces ne peuvent jamais se rapporter dans leur épaisseur : il s'en trouve toujours une sensiblement plus épaisse que l'autre.

On peut rapporter cet effet des pièces de verre qui se cassent d'elles-mêmes pour avoir été mal recuites, à ce qui arrive aux larmes bataviques. Lorsqu'on en casse le petit bout, elles se réduisent en poussière avec violence dans la main de celui qui les casse, mais sans lui faire de mal, parce que les morceaux de verre ne sont point anguleux. Les larmes bataviques sont, comme on sait, des gouttes de verre, que les verriers laissent tomber dans de l'eau froide. Ils s'amusent quelquefois à recevoir ces larmes fur la main plongée dans l'eau, & ne font pas brûlés pour cela. L'extérieur de ces larmes est refroidi sur le champ, tandis qu'on voit l'intérieur encore rouge pendant une minute entière. Lorsqu'on vient à casser la pointe de ces larmes, on occasionne entre toutes les parties du verre un ébranlement, qui excite les parties comprimées à se débander comme un ressort. Pour prouver que cela arrive comme nous le disons, il n'y a qu'à faire attention, que si l'on fait rougir & refroidir lentement une de ces larmes de verre, elle ne produit plus cet effet ; tandis qu'au contraire si l'on fait rougir de nouveau la même larme de verre, & qu'on la fasse refroidir dans de l'eau, elle reprend la propriété de s'éclater en menues parties comme auparavant, lorsqu'on vient à en casser le bout.
Les verriers s'amusent encore à faire de petits gobelets, dont le cul est fort épais, & qu'ils font refroidir dans l'eau comme les larmes bataviques. Lorsqu'on laisse tomber perpendiculairement dans le fond de ces petits vases un très petits fragment de verre ou de cailloux anguleux, ils se réduisent sur le champ en poussière comme les larmes bataviques avec un bruit assez considérable. Toutes ces expériences prouvent la nécessité de faire parfaitement recuire les vases de verre.
Dans plusieurs verreries, on ajoute à la composition du verre destiné à faire des bouteilles à vin une certaine quantité de bleu d'azur (Voyez ce mot à l'article mine de Cobalt, dans le manuel de Chimie par M. Baumé) pour donner au verre un petit ton bleuâtre qui le rend plus agréable à la vue, que s'il étoit noir ou jaunâtre. Dans d'autres verreries, on ajoute un peu de chaux de cuivre pour donner au verre un petit œil verdâtre. Quand on veut faire du verre blanc couleur d'eau, on met dans le mélange une certaine quantité de manganèse. Cette matière, suivant quelques Chymistes, contient une petite quantité d'or, suivant d'autres, elle ne contient que de l'étain ou du fer. Quoiqu'il en soit, il est certain que la manganèse contiens une substance métallique qui fournit dans certaines opérations un très beau pourpre, & que néanmoins elle a la propriété de faire disparoître pendant la fusion les couleurs étrangères que le verre auroit retenues sans cette addition. Ce verre blanc couleur d'eau, sert principalement à faire les glaces de miroirs. Voyez Glacière.
A Sèvres près de Paris où il se fabrique une des meilleures qualités de verre pour des bouteilles à vin, le verre est un peu brun ; cette couleur lui vient du fer & du phlogistique contenus dans la soude qu’on emploie ; le phlogistique ne se brûle pas complettement, quoique dans cette verrerie on ait attention de fritter longtems la matière avant de la mettre en fusion.
à suivre...



/image%2F1195836%2F20230629%2Fob_7770c3_mespublications.JPG)
/image%2F1195836%2F20190409%2Fob_ef2a2e_couverturegvhl.JPG)
/image%2F1195836%2F20170308%2Fob_dea070_maquette2.png)
/https%3A%2F%2Fassets.over-blog.com%2Ft%2Fcedistic%2Fcamera.png)
